

















Константа ВД1 для контроля резьбы валов, шпилек и гаек насосно-компрессорного оборудования (в соответствии с СТО 03-001-12)
Комплект для обнаружения и измерения размеров трещин во впадине наружной и внутренней резьбы, на галтельных переходах, подшипниковых узлах и поверхности тела деталей насосно-компрессорного оборудования
Стоимость рассчитывается индивидуально.
Заполните поля ниже, и мы свяжемся с Вами для уточнения деталей заказа
Обнаружение и измерение размеров трещин во впадине наружной и внутренней резьбы, на галтельных переходах, подшипниковых узлах и поверхности тела деталей насосно-компрессорного оборудования.
Внесен в методику СТО 03–001–12 «Поршневые компрессоры нефтеперерабатывающих, нефтехимических, химических и родственных им предприятий. Эксплуатация, технический надзор, ревизия, отбраковка и ремонт».
Принцип действия:
Комплект состоит из пружинящих сканеров наружной и внутренней резьбы, двух преобразователей с каретками, блока обработки и отображения информации, дополнительных преобразователей и контрольных образцов.
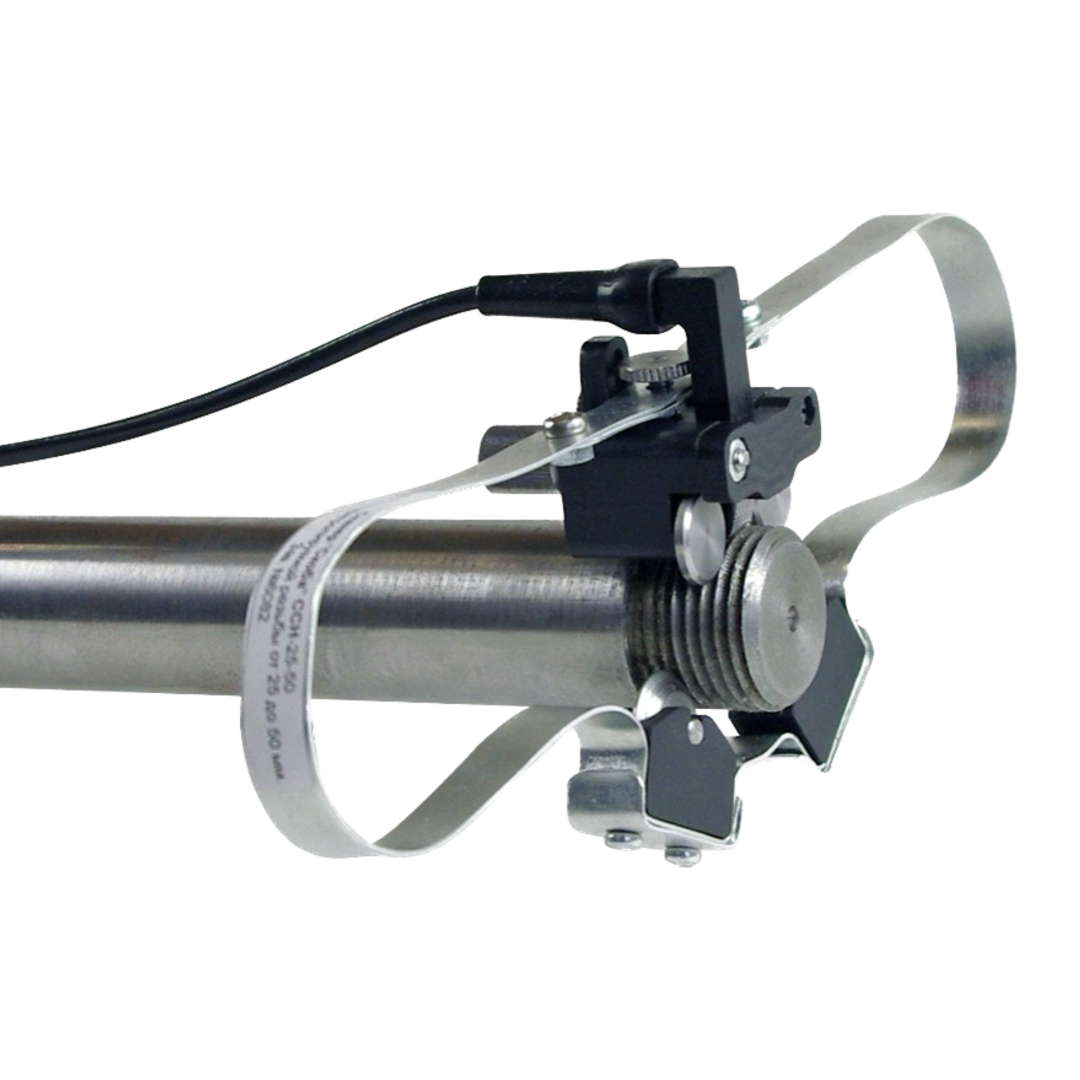
Для контроля наружной резьбы используются сканеры наружной резьбы «Скоба» ССН-25-50, ССН-45-90, ССН-70-140 или ССН-105-210 в зависимости от диаметра контролируемой резьбы.
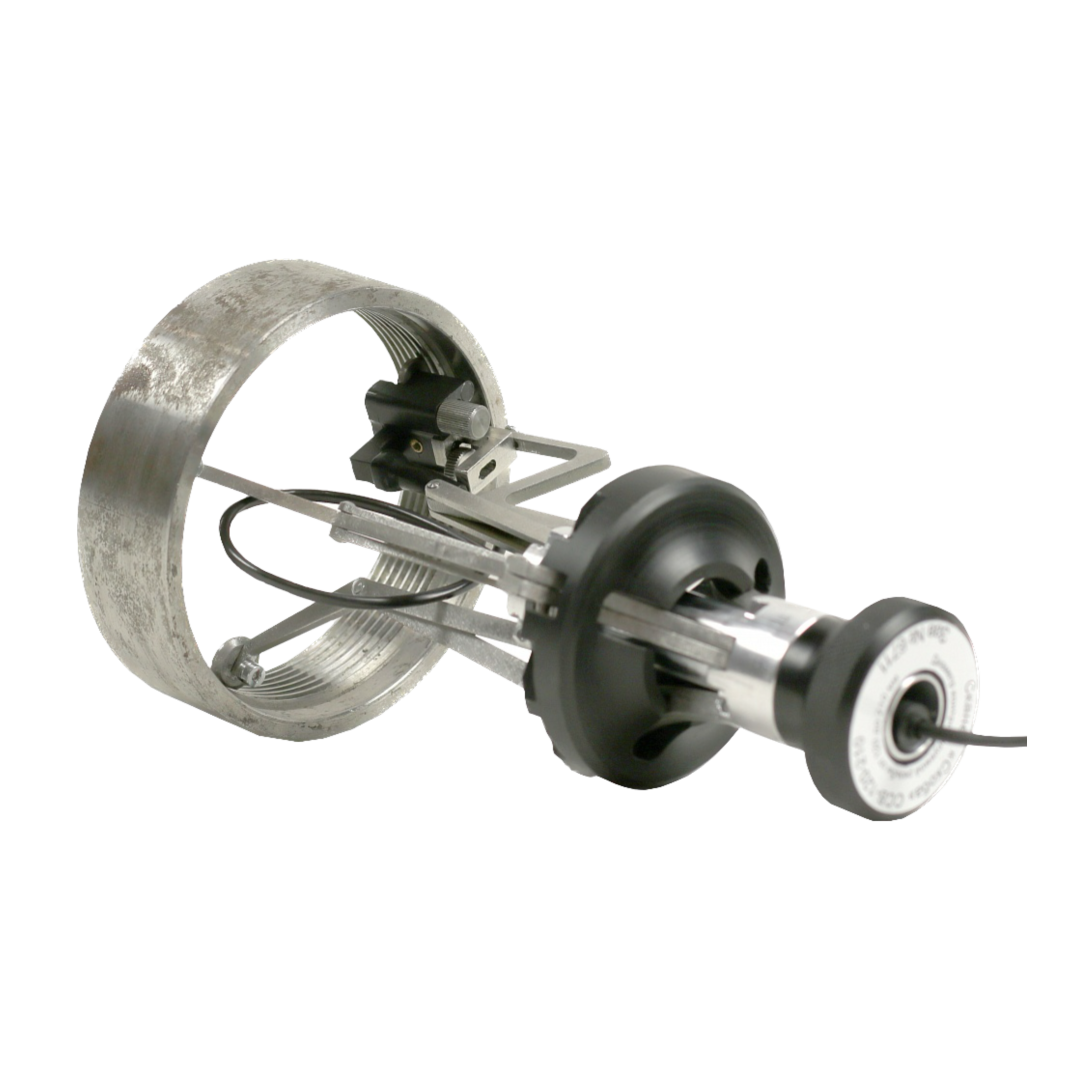
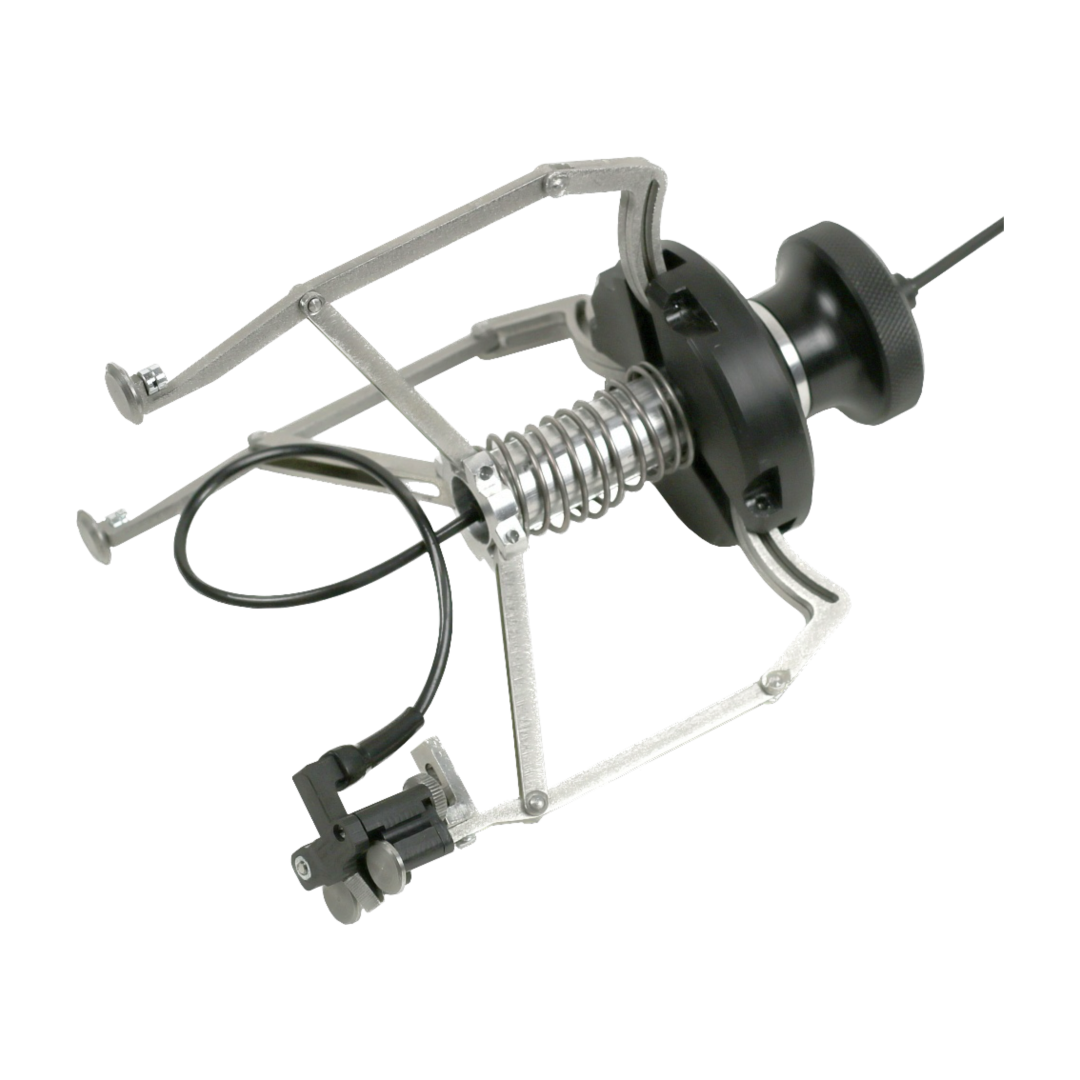
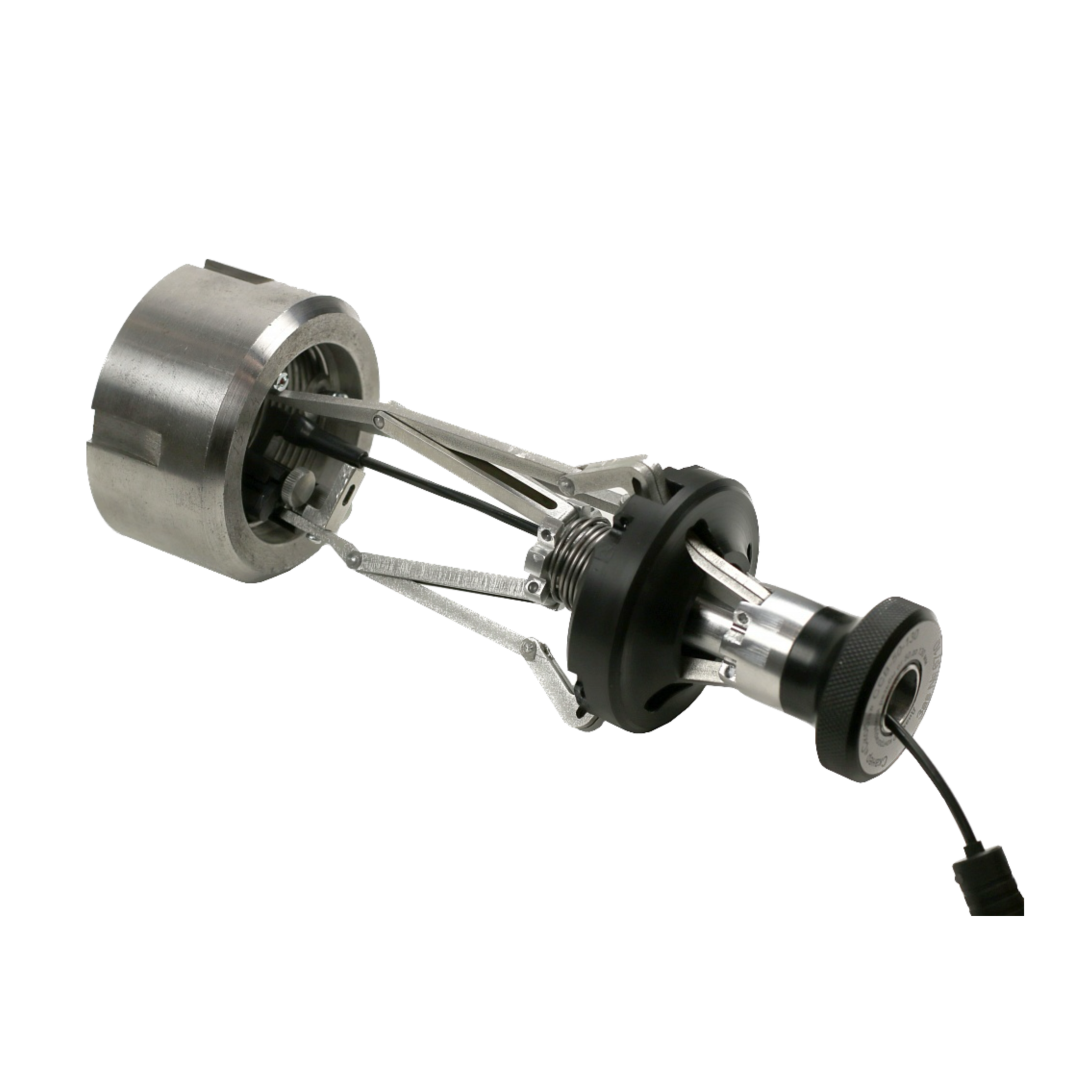
Для контроля внутренней резьбы используются сканеры внутренней резьбы «Скоба» ССВ-50-130 или ССВ-120-210 в зависимости от диаметра контролируемой резьбы.
Каретка с преобразователем закрепляется на пружинящей скобе, которая обеспечивает ее надежное удержание на резьбе. Оператор вращает вручную пружинную скобу с кареткой, прокатывая его по всей длине ручейка резьбы. При прохождении преобразователя над трещиной во впадине резьбы срабатывает сигнализация «дефект», и на дисплее отображается глубина обнаруженной трещины.
Сканирование резьбы допускается проводить без ее предварительной очистки от грязи и смазки. Допускаемая толщина грязи и смазки — до 0,5 мм. Изменение зазора между преобразователем и резьбой, обусловленного наличием грязи и смазки на резьбе, не приводит к возникновению ложных показаний благодаря реализованной методике отстройки от зазора.
Результаты контроля отображаются на индикаторе в виде глубины трещины с дискретностью 0,01 мм — нет необходимости расшифровывать сложные диаграммы комплексной плоскости.
Контроль галтельных переходов, подшипниковых узлов и поверхности валов проводится с использованием высоколокального преобразователя.
Метрологические характеристики прибора подтверждаются на контрольных образцах.